パラレルポートCNCフライスをUSBに変換する
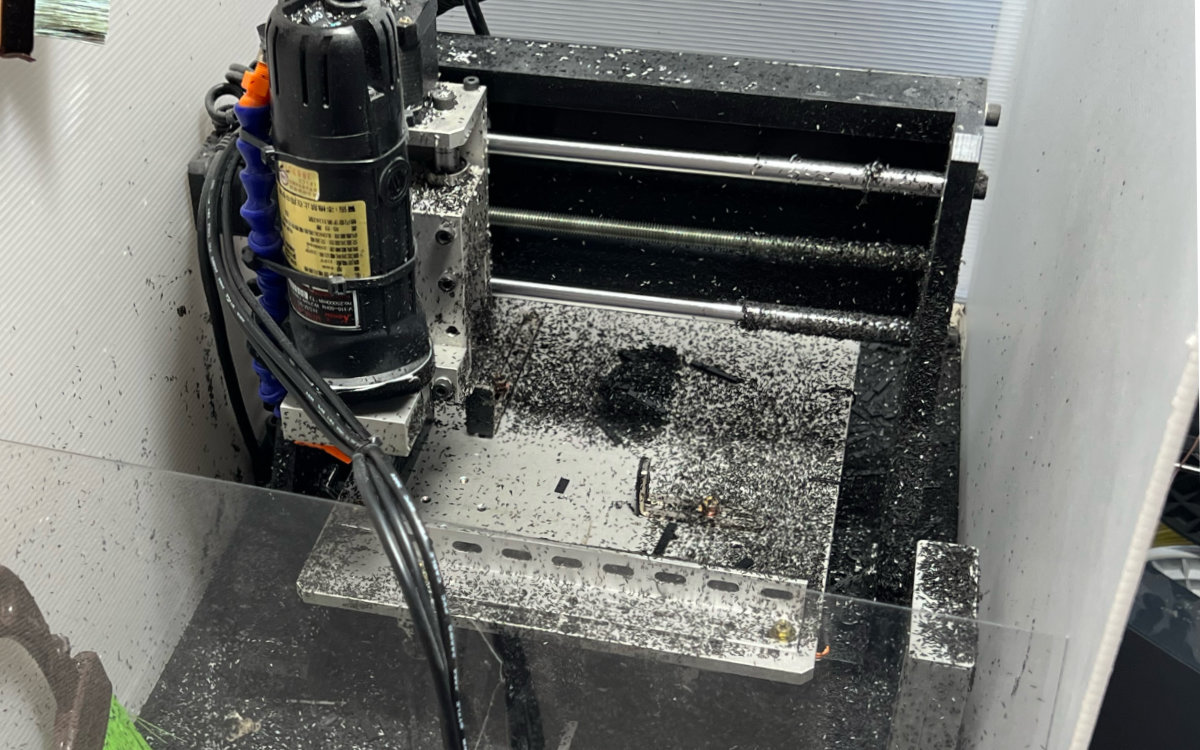
プラスチック加工にSable-2015という家庭用自動切削機を使っています。10年以上前の装置なので制御用にプリンター(パラレル)ポートがついた当時のPC・周辺機器を使い続けるしかないと思っていましたが、数千円のUSBインタフェースボード(モーションコントロールカード)で現行のWindows PCと接続できたので方法を簡単に記します。ソフトウェアの設定については説明しません。
購入したのはパラレルポートの代わりになる“BL-USBMach”という基板。付属のリモコンは設定方法が不明で、ボタンがとても押しづらいので、使いませんでした。また最後に掲載する3Dプリント用ケースのデータもこれのケーブル取り出し口は開いていません。リモコン無しのタイプを選ぶのがいいでしょう。
まず最初に、BL-USBMachインタフェースボードは制御用の小信号出力をするもので、ステッピングモーターを動作させるモータードライバーと呼ばれる装置が別途必要です。BL-USBMachに直接モーターがつながるものだと思っていました(笑)。すでに使用中のSable-2015付属のパラレルポートが接続された装置がモータードライバーなのでこれにつなげます。
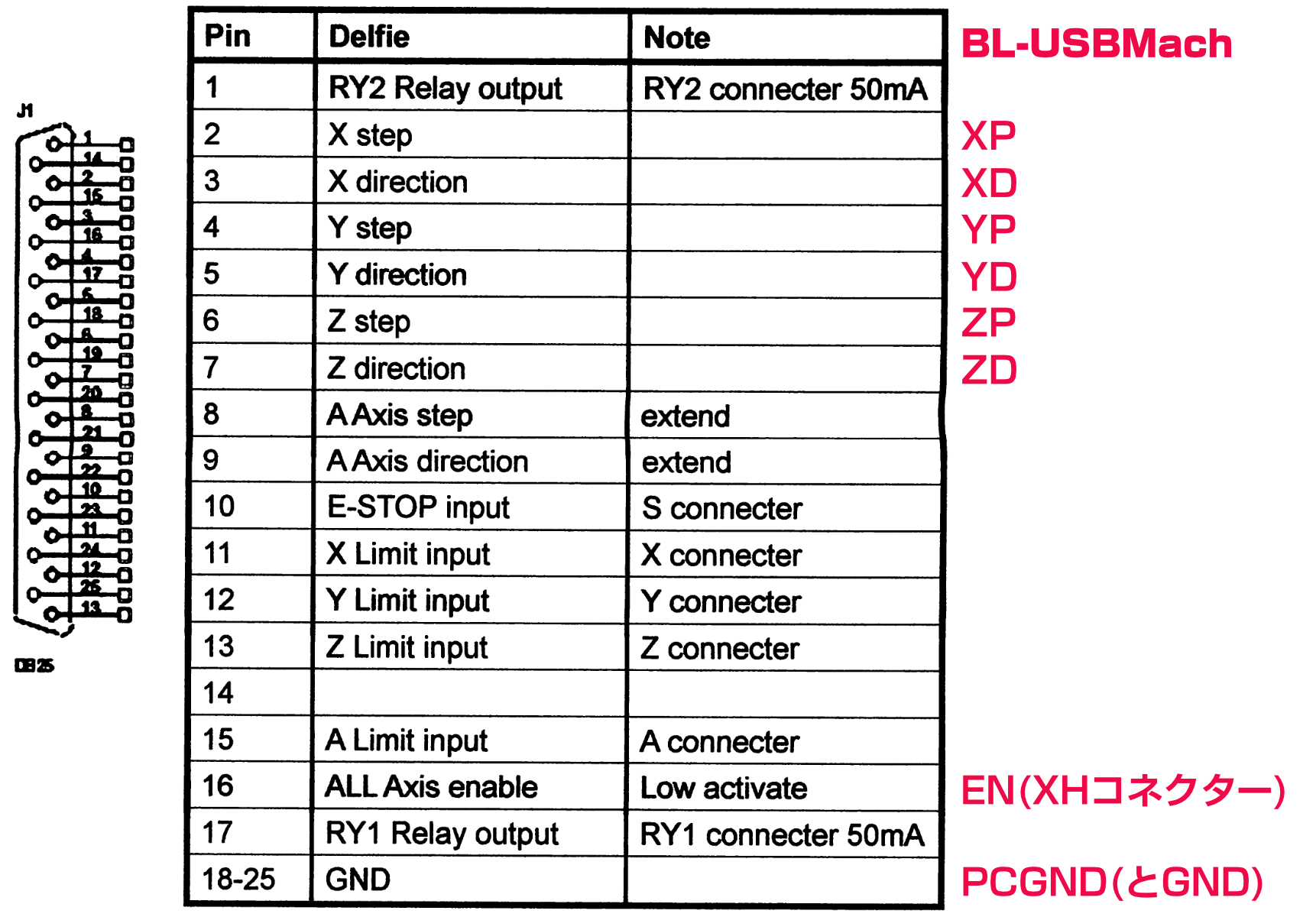
Sable-2015付属のモータードライバーのD-Sub25のピンアウトで、ここにBL-USBMachを接続します。Sable-2015はスピンドルコントロールはないので基本的にはこれだけ。BL-USBMachの出力は0-5V、パラレルポートの電圧はPCによるようですが3.3V程度でした。じゃっかん異なりますが問題にはならないと思います。
“step”は矩形波(パルス)1コの出力でモーターが1ステップ(Sable-2015では1/8)回転します。“direction”は方向で、例えば左に動かすときは0(0V)、右が1(5V)が出力されます。
“ALL Axis enable”はCNCソフトウェアでスタンバイ状態にしたとき1から0になり、これでモーターに電気が通ります。ステッピングモーターが“にー”って鳴るときですね。
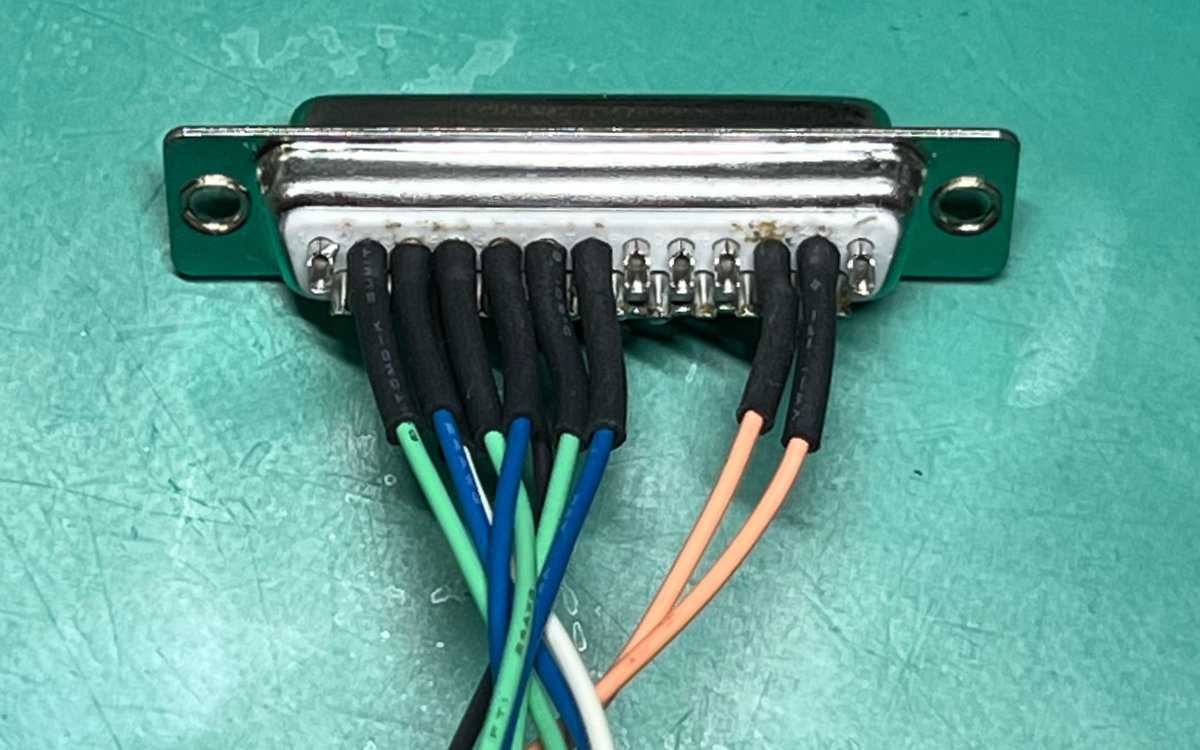
D-Sub25ピンコネクターは秋月電子で買いました。カバーもあるといいでしょう。
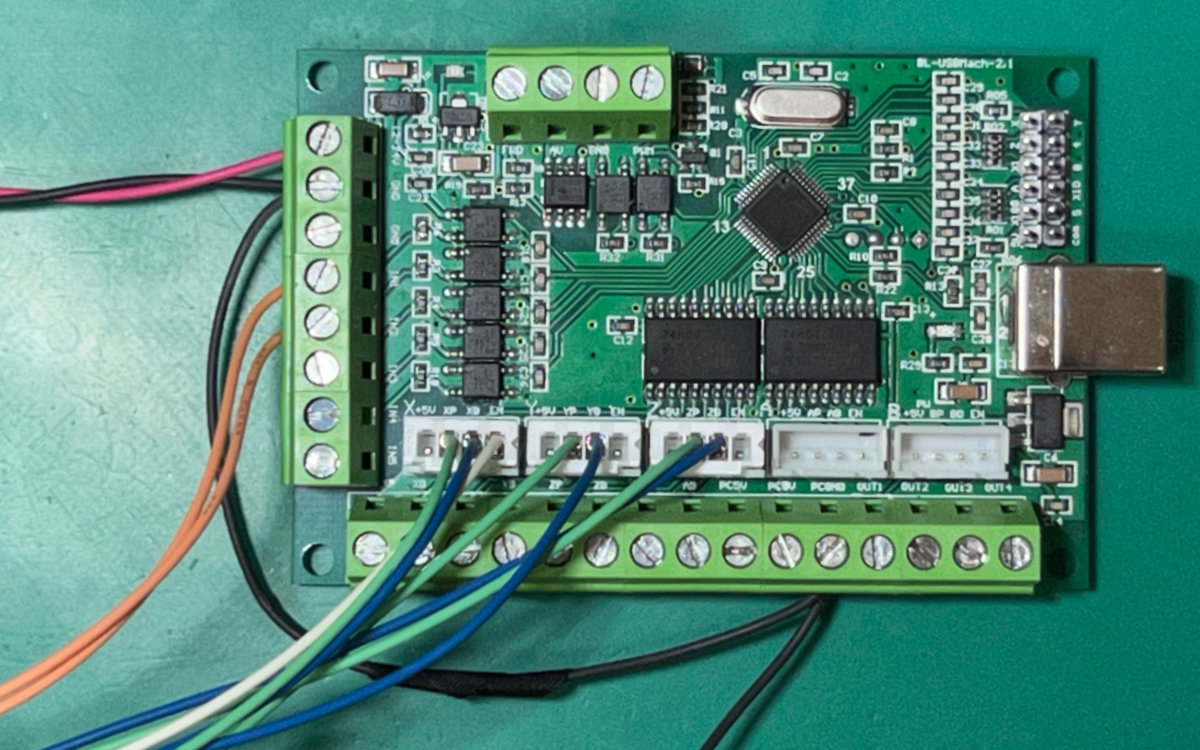
“ALL Axis enable”が多少面倒で、これをつなぐBL-USBMachの“EN”端子が白いJST XH 4ピンコネクターにしか無いんですよね。CNCソフトウェアで出力端子にも割り振れるようですがよくわからなかったので、在庫してたこのコネクターでX/Y/Zの信号も含めここに接続しました。XHは先ほどの秋月電子にもありますし、アマゾンでは配線付きのものも売られています(こっちはたぶんコピー品)。ENだけ基板裏にはんだ付けして取り出すのが簡単かもしれません。
あとうちではX/Yのホームスイッチとしてフォトセンサー(EE-SX460-P1)を後付けしてモータードライバーにつなげてあるので、“Limit input”をBL-USBMachの入力1,2に接続しました。フォトセンサー出力をBM-USBMachに直接つないでも同じことですが変更しません。また入力端子使用時に必要な外部電源はSable-2015のスイッチング電源から分岐します。この電源から内部のレギュレーターで5Vがつくられフォトカプラ(EL357N)のアノードにつながる仕組みで、たぶん外部入力(カソード)3.6V以下でローになります。11V以上入力すると壊れるでしょう。GNDは出力側のPCGNDと分離されているので電線でつなげます。
ストップスイッチの“E-STOP input”はあると便利そうですが、今回準備したWindowsタブレットの画面ですぐタッチできるのでとりあえず使いません。
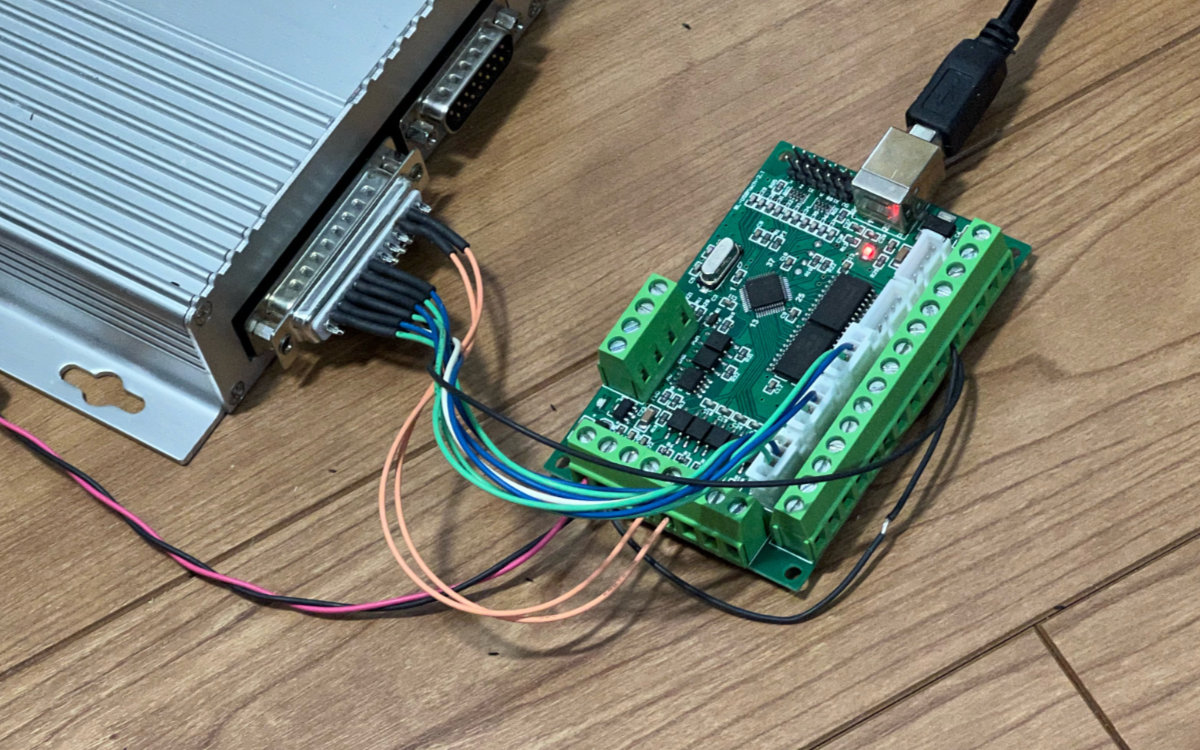
モータードライバーと接続するとこんな感じ。赤黒の電線はスイッチング電源から。
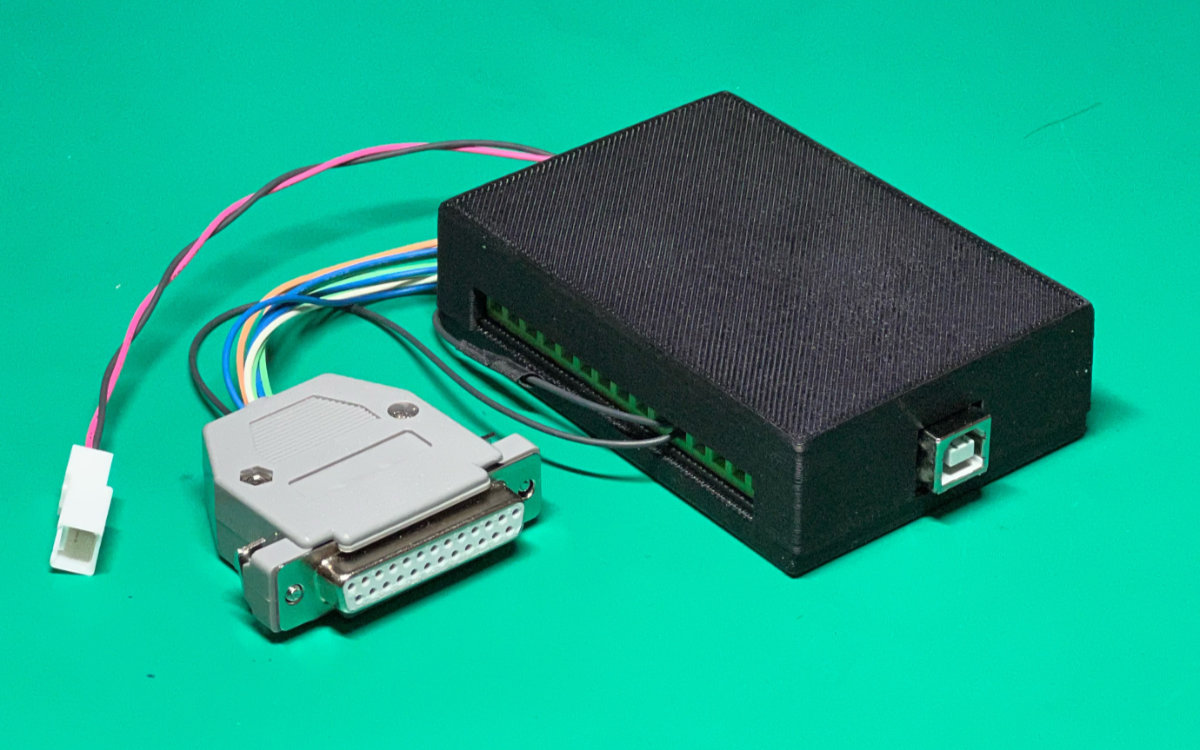
もろだしでは危ないのでケースを設計して3Dプリントしました。電源もコネクターにすることで脱着が楽です。
このデータは次でダウンロードできます。XHコネクターに挿した電線を引き出すため、みょーな隙間がある面があります。また固定には大量在庫するM2.3×10のサラタッピングねじを使いましたが、入手しやすいM2.5でもたぶん問題ないと思います。
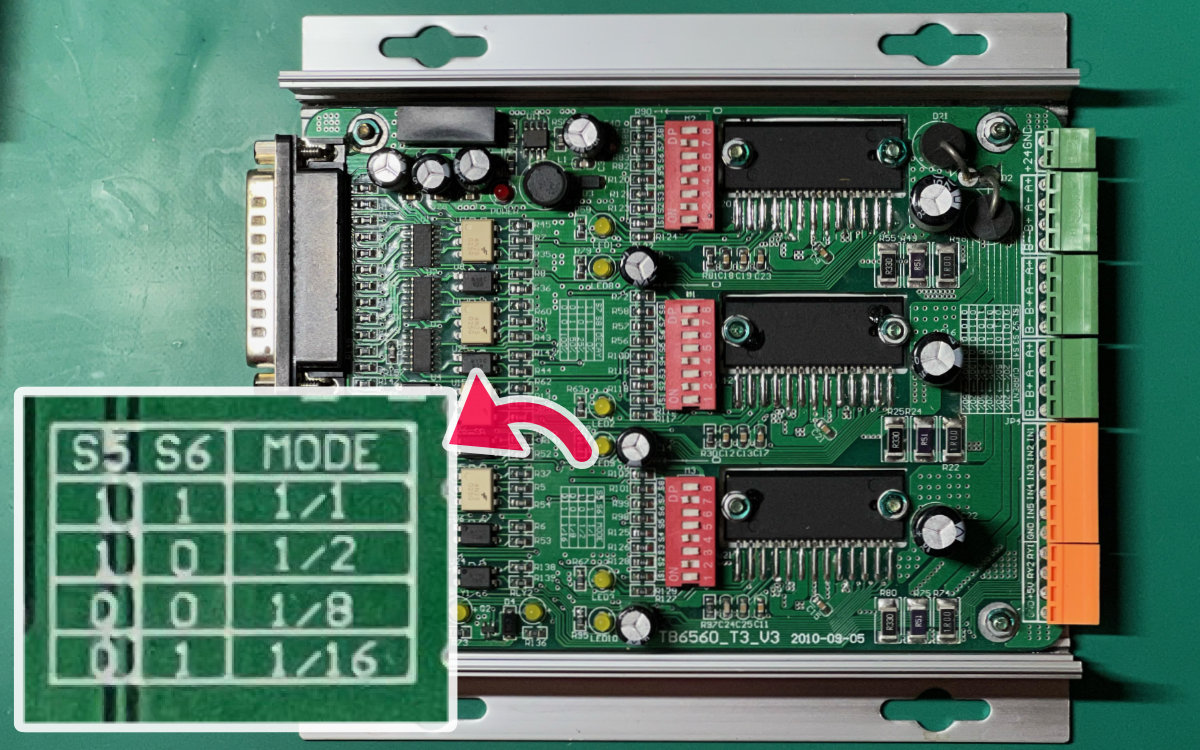
今回関係ありませんがモータードライバーのふたを開けるとディップスイッチ設定がチャネル毎にあり、ステップを現在の1/8から1/16に変更することができそうです。対応モーターに交換した時用ですね。他は、CURRENT(電流) : 50%→20%、DECAY : 25% が設定されていました。ドライバーICはTB6560AHQで、アマゾンで一般的なものと同じようです。
ご質問等は一切承りません。